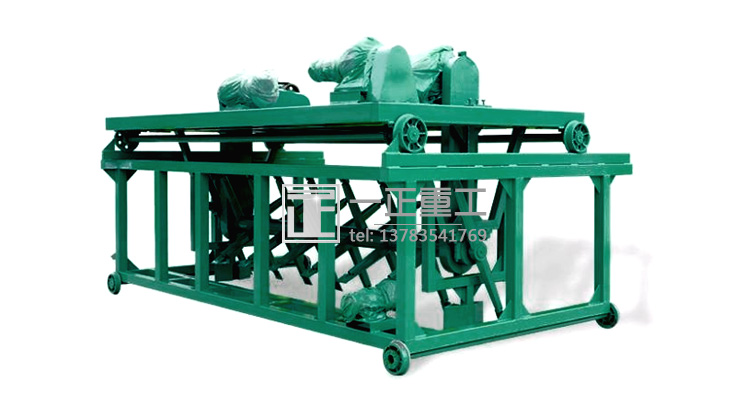
ЫмСЯдьСЃЛњдкЩњВњЪЙгУЙ§ГЬжаЃЌгаЪБЛсГіЯжвЛаЉаЁЙЪеЯЃЌФЧУДетаЉЮЪЬтЙЪеЯЖМЪЧЪВУДдвђв§Ц№ЕФФиЃПгжИУШчКЮДІРэФиЃПЯТУцКЭвЛе§жиЙЄаЁБрвЛЦ№СЫНтвЛЯТАЩЃЁ
ЫмСЯдьСЃЛњЮЊЪВУДЛсМЗГіВЛзу
ЮТЖШдвђвЊЬсИпСЯЭВЁЂХчзьЮТЖШЃЌМьВщКСЗќМЦЁЂШШЕчХМЁЂЕчзшЕчШШШІЛђдЖКьЭтМгШШзАжУКЭМгШШЯЕЭГЃЌЬсИпФЃЮТЃЌМьЫФЃЮТПижЦзАжУЁЃ
ФЃОпдвђЃЌЫмСЯдьСЃЛњСїЕРЬЋаЁЁЂННПкЬЋаЁЁЂХчзьПзЬЋаЁЃЌННПкЮЛжУВЛКЯРэЃЌННПкЪ§ВЛзуЃЌРфСЯбЈЬЋаЁЃЌ
ХХЦјВЛзуЃЌФЃОпдьГЩЕФзЂЩфжмЦкЗДГЃЁЃ
ЩшБИдвђЃЌСЯЖЗжаЖЯСЯЃЌСЯЖЗЫѕОБВПЗжЛђШЋВПЖТШћЃЌМгСЯСПВЛЙЛЃЌМгСЯПижЦЯЕЭГВйзїВЛе§ГЃЃЌзЂбЙЛњЫмЛЏ
ШнСПДѓаЁЃЌЩшБИдьГЩЕФзЂЩфжмЦкЗДГЃЁЃ
МЗГіЬѕМўдвђЃЌЫмСЯдьСЃЛњЕФзЂЩфбЙСІЬЋЕЭЃЌдкМЗГіжмЦкжазЂЩфбЙСІЫ№ЪЇЬЋДѓЃЌзЂЩфЪБМфЬЋЖЬЃЌзЂЩфШЋбЙЪБМфЬЋЖЬЃЌзЂЩфЫйТЪЬЋТ§ЃЌФЃЧЛФкСЯСїжаЖЯЃЌГфФЃЫйТЪВЛЕШЃЌВйзїЬѕМўдьГЩЕФзЂЩфжмЦкЗДГЃЁЃ
ЫмСЯдьСЃЛњЛњЭЗГіСЯВЛГЉЛђЖТШћ
ЪзЯШЮвУЧвЊжЊЕРВњЩњдьСЃЛњЛњЭЗГіСЯВЛГЉЛђЖТШћЕФдвђЃК
1ЁЂЪЧВЛЪЧгаВЛШнвзШлЛЏЕФвьЮяЁЃ
2ЁЂМгШШЦїФГЖЮВЛЙЄзїЃЌЮяСЯЫмЛЏВЛСМЁЃ
3ЁЂВйзїЮТЖШЩшЖЈЦЋЕЭЃЌЛђЫмСЯЕФЗжзгСПЗжВМПэЃЌВЛЮШЖЈЁЃ
жЊЕРСЫЫмСЯдьСЃЛњЛњЭЗГіСЯВЛГЉЛђЖТШћЕФдвђВХФмНјааДІРэЃК
1ЁЂМьВщМгШШЦїЃЌБивЊЪБИќЛЛЁЃ
2ЁЂЧхРэМьВщМЗбЙЯЕЭГМАЛњЭЗЁЃ
3ЁЂКЫЪЕИїЖЮЩшЖЈЮТЖШЃЌБивЊЪБгыЙЄведБаЩЬЃЌЬсИпЮТЖШЩшЖЈжЕЁЃ
ЫмСЯдьСЃЛњжїЛњВЛЙіЖЏЪЧЮЊЪВУДЃП
ЫмСЯдьСЃЛњжїЛњВЛЙіЖЏЛђЫВМфЭЃЛњв§Ц№ДЫЙЪеЯЕФдвђвЛАуПЩФмЪЧжїЕчФюЭЗЕФЕчдДУЛНгКУЃЌЛђепЪТМгШШЩ§ЮТЕФЪБМфжазуЃЌЛђепЪЧЦфжавЛИіЕФМгШШЦїВЛЙЄзїЃЌДгЖјЕМжТХЄОиЙ§ДѓЪЙЕУЕчФюЭЗГЌдиЁЃ
ЫмСЯдьСЃЛњЗЂЩњДЫЙЪеЯЕФДІРэЗНЗЈЃК
1ЁЂМьВщжїЛњЕчТЗгаУЛгаНгЭЈЃЌНгЭЈЕчдД
2ЁЂМьВщУПИіЖЮЕФЮТЖШЯдЪОЧщПіЃЌШЗШЯдЄШШЕФЩ§ЮТЪБМф
3ЁЂМьВщИїИіМгШШЦїЪЧЗёгаЫ№ЛЕЛђепгаНгДЅВЛСМЯжЯѓЃЌВЂЧвХХГ§
АцШЈЩъУїЃКБОеОгаВПЗжЮФеТРДздЭјТчЃЌШчгаЧжШЈЃЌЧыСЊЯЕЮвУЧЃЌЮвУЧЪеЕНКѓСЂМДЩОГ§ЃЌаЛаЛЃЁ

 admin
admin 2019/1/9 14:32:09
2019/1/9 14:32:09 /ДЮ
/ДЮ