ЗлЫщЛњдкЙЄзїЪБЫйЖШВюЕФдвђгаФФаЉЃПИУдѕУДДІРэФиЃП
ЗлЫщЛњЙЄзїЪБЃЌЮяСЯДгЩЯВПНјСЯПкНјШыЃЌЮяСЯдЫЖЏЪИСПЗНЯђЯђЯТЃЌдкЗлЫщЛњНјСЯПкГіЃЌДИЦЌбидВжмЧаЯпЗНЯђДИЛїЮяСЯЃЌетЪБЃЌДИЦЌКЭЮяСЯЕФДИЛїЫйЖШВюДѓЃЌаЇТЪИпЁЃНгЯТРДЮяСЯКЭДИЦЌдкЩИБэУцзїЭЌЯђдВжмдЫЖЏЃЌДИЦЌКЭЮяСЯЕФДИЛїЫйЖШВюМѕаЁЃЌЗлЫщаЇТЪЯТНЕЁЃМєЪНДИЦЌЗлЫщЛњЬсИпЗлЫщЛњаЇТЪЕФИљБОдРэЪЧдіМгЗлЫщЛњДИЦЌКЭЮяСЯЕФДИЛїЫйЖШВюЃЌЖјетвЛРэФюЪЧаэЖрзЈМвКЭЭЌааЙЋШЯЕФЁЃЫљвдЃЌЬсИпЗлЫщЛњЫйЖШВювЛжБвВЪЧШЫУЧЫљзЗЧѓЕФЁЃ
ЮЊНтОіЗлЫщЛњФкЫйЖШВюЮЪЬтЃЌаэЖрзЈМвзїСЫВЛЩйХЌСІзмНсСЫвдЯТ6ИіММЪѕЕуЃК
1ЁЂЪЪЕБЕїНкДИЩИМфЯЖ
РћгУЩИБэУцЕФФІВССІЫцЮяСЯгыЩИБэУцОрРыВЛЭЌЖјФІВССІВЛЭЌЕФЬиЕуЃЌЭЈЙ§ЕїНкДИЩИМфЯЖЃЌдіМгДИЦЌКЭЮяСЯЕФДИЛїЫйЖШВюЃЌДгЖјЬсИпаЇТЪЁЃЕЋЪЧЃЌдкЫЧСЯЩњВњЙ§ГЬжаЃЌЩИПзВЛЭЌЃЌдСЯВЛЭЌЃЌДИЩИМфЯЖашвЊОГЃЕїећЃЛдкЗлЫщЛњФкЃЌЗлЫщЛњЕФИеПЊЪМЙЄзїКЭЙЄзївЛЖЮЪБМфКѓЃЌЗлЫщЛњФкЧЛЕФПХСЃГЩЗжвВЛсБфЛЏЃЛдкЗлЫщЛњВПМўжаЃЌДИШнвзФЅЫ№ЃЌДИЦЌЧАЖЫФЅЫ№КѓЃЌДИЩИМфЯЖБфЛЏдіМгЃЌВњСПОЭЛсЯТНЕЃЌФбвдГжОУЁЃЕБШЛЃЌЮЊСЫФГжжЗлЫщЛњВњСПВтЪдЙЄзїЕФашвЊЃЌЖдФГжждСЯЃЌФГжжЩИПзЃЌШЗЖЈКЯЪЪЕФДИЩИМфЯЖКЭЮќЗчЃЌдкВЛПМТЧЩИЦЌКЭДИЦЌЪЙгУЪйУќЕФЧщПіЯТЃЌПЩвддкЖЬЪБМфФкШЁЕУКмИпЕФЗлЫщаЇТЪЕФЪ§ОнЃЌЕЋЪЧЃЌдкЫЧСЯЗлЫщЩњВњжаЃЌетжжвдВйзїШЫдБЕФЙЄзїОбщЮЊЬѕМўГіЯжЕФИїжжЬиЖЈЕФВтЖЈЪ§ОнКЭЗлЫщЛњБОЩэЕФММЪѕКЌСПЪЧЖўЛиЪТЃЌОпгаЗсИЛВйзїОбщЕФШЫдБМАЦфРЭЖЏвВашвЊКмИпЕФЪЙгУГЩБОЁЃДИЦЌФЅЫ№КѓЃЌДИЩИМфЯЖдіМгЃЌФІВССІМѕаЁЃЌЗлЫщаЇТЪЯТНЕЁЃ
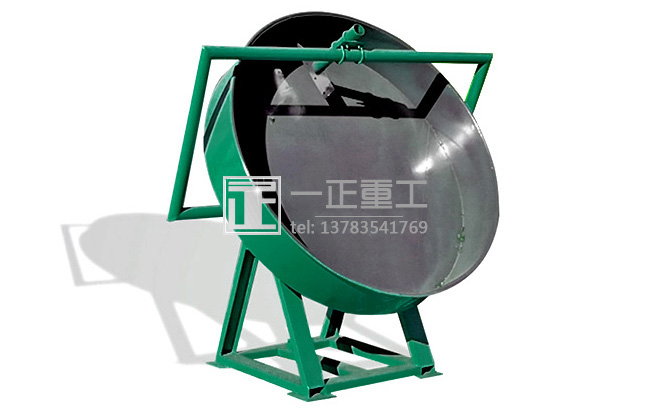
2ЁЂКЯРэРћгУЩИЕФЗДУцУЋДЬ
НЋЩИГхПзЗЂУЋЕФвЛУцЗХдкРяУцЃЌПЩвддіМгФІВССІЃЌЕЋгУВЛЖрОУЃЌЩИПзУЋДЬФЅЙтКѓЃЌаЇТЪУЛгаСЫЁЃГжОУЪБМфдМ30ЗжжгЕН1ИіаЁЪБЁЃ
3ЁЂдіМгЮќЗч
дкЗлЫщЛњЯЕЭГМгИКбЙЃЌЮќНєИНдкЩИФкБэУцЕФЮяСЯЃЌЪЙЮяСЯдкЩИБэУцФІВССІдіМгЃЌвВПЩвддіМгДИЦЌКЭЮяСЯЕФДИЛїЫйЖШВюЃЌЕЋЮќЗчдіМгвВЛсдіМгДИЁЂЩИЕФФЅЫ№ЃЌаЇТЪВЛГжОУЁЃЭЌЪБЮќЗчЕФЙІКФвВдіМгЁЃ
4ЁЂдкЗлЫщЛњФкЗХжУДъАх
ДъАхгазшЮяСЯЛЗЕФзїгУЃЌЕЋЪЧзїгУгаЯоЃЌвЛЪЧДъАхЕФГнзїгУгкДИЕФЧАЖЫЃЌФІВСУцаЁЃЌДИЦЌФЅЫ№вВгаФЭОУЮЪЬтЃЛЖўЪЧДъАхМЗеМЩИЕФАќНЧЃЌДъАхУцЛ§Й§ДѓЩИОЭЛсМѕаЁЃЌЖјЩИУцЛ§Й§аЁВњСПОЭЛсМѕЩйЁЃ
5ЁЂВЩгУгуСлЩИММЪѕ
гуСлЩИБэУцгааэЖраЁЕФЭЛЦ№ЃЌЦ№ЕНдіЧПФІВСЕФзїгУЃЌгуСлЩИВЛеМЩИАќНЧПЩвддіМгЩИУцЛ§ЃЌБШДъАхгаНјВНЃЌЕЋгуСлЩИЕФаЁЭЛЦ№ШнвзФЅЫ№ЃЌМлИёНЯЙѓЃЌЭЦЙуКмРЇФбЃЌКЫЫудіМгЕФВњСПКЭЕжШЅЩИЕФЗбгУКѓЃЌаЇвцВЛУїЯдЁЃ
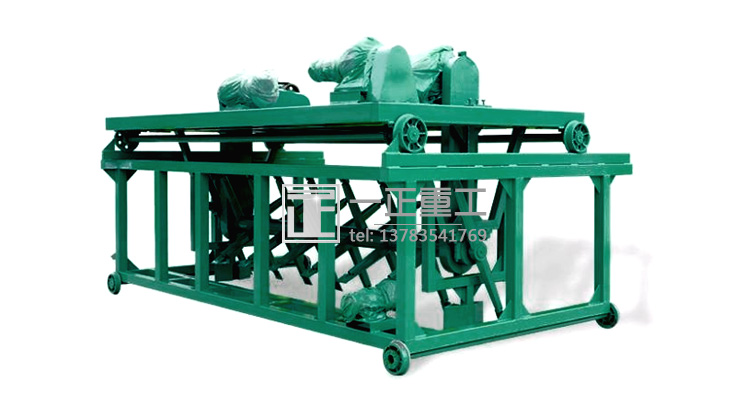
6ЁЂВЩгУБЁДИЦЌММЪѕ
БЁДИЦЌаЮзДВрУцеЃЈ4КСУзвдЯТЃЉЃЌЦфдРэЪЧВЛвзНСЦ№ЮяСЯЃЌВЛвзВњЩњЮяСЯИњДИЦЌЭЌЫйа§зЊЕФЧїЪЦЁЃвЛАуЧщПіЯТЃЌдкЭЌжжаЭКХНсЙЙЕФЗлЫщЛњВЩгУБЁДИЦЌКѓЃЌЖМПЩвддкдгаЕФЛљДЁЩЯдіМгВњСП20%зѓгвЃЌБЁДИЦЌММЪѕБШНЯгааЇЃЌгжКмвўБЮЃЌЗЧГЃгаРћгкЖдИїжжЗлЫщЛњВњЦЗЕФЯњЪлЙЄзїЃЌЬиБ№ЪЧдкЗлЫщЛњдкВтЖЈВњСПЪБЃЌВњЩњСЫЖЬЦкЕФЖдЗлЫщЛњЩњВњЩЬгаРћЕФзДЬЌЃЌКмШнвзНЋЦфЫћЗЧгааЇММЪѕЬиеїЕФВњЦЗЭЦЯњГіШЅЁЃЕЋЪЧБЁДИЦЌЪЙгУЪйУќЖЬЃЌвЛАуСЌајЪЙгУДѓдМдк10ЬьзѓгвашвЊИќЛЛЃЌШЅЕєКѓМИЬьЕФЕЭВњЁЂШЅЕєИќЛЛДИЦЌЕФН№ЧЎЁЂЪБМфКЭШЫЙЄЗбгУКѓЃЌаЇвцгаЯоЁЃ
АцШЈЩъУїЃКБОеОгаВПЗжЮФеТРДздЭјТчЃЌШчгаЧжШЈЃЌЧыСЊЯЕЮвУЧЃЌЮвУЧЪеЕНКѓСЂМДЩОГ§ЃЌаЛаЛЃЁ

 admin
admin 2019/1/9 14:31:36
2019/1/9 14:31:36 /ДЮ
/ДЮ