13783541769
13783541769
位置:首页 > 产品中心


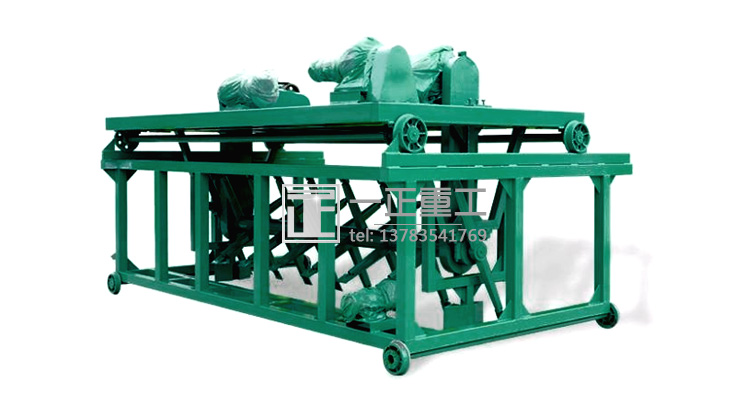
工作原理:
当定量包装秤进入自动运行状态后,称重控制系统打开给料门开始加料,该给料装置为快、慢两级给料方式;当物料重量达到快给料设定值时,停止快给料,保持慢给料;当物料重量达到设定值时,关闭给料门,完成动态称重过程;此时系统检测夹袋装置是否处于预定状态,当包装袋已夹紧后,系统发出控制信号打开称量斗卸料门,物料进入包装袋中,物料放完后自动关闭称量斗的卸料门;卸空物料后松开夹袋装置,包装袋自动落下;包装袋落下后进行缝包并输送到下一工位。如此循环往复自动运行。
1、采用先进的微电脑控制仪表。
2、误差自动修正、超差报警、故障源自动诊断等功能。
3、与物料接触部件均采用不锈钢材料,使用寿命长。
4、输送电机采用铝合金无级调速式。
5、预留打印机接口,可打印装包数,总重量等生产数据。
6、预留RS232串行口,可与外围管理系统进行数据通讯。
7、通过仪表自动控制,实现双速给料,保证下料速度和精度。
8、工上袋,双气缸挟持,自动化程度高、工作可靠、操作简单。
9、仪表灵敏度高,采样速度快,软件功能强,有标准接口,可与计算机通讯。
10、称量速度快,计算准确,数字显示,直观易读,稳定可靠,维护方便。
11、控制柜采用密封形式,适用于恶劣的粉尘环境。


上一页:没有了
下一页:双斗包装机




扫码加微信

扫码查看手机